ความเดิมจากตอนที่แล้ว…
ความรู้สู่ปฏิบัติการ เริ่มฝึกเชื่อมไฟฟ้า
ในตอนที่ผ่านมา เราได้คุยกันถึงเรื่อง เริ่มฝึกเชื่อมไฟฟ้าให้ผู้ที่ต้องการจะยึดอาชีพช่างเชื่อมที่ได้มาตรฐานตามรูปแบบของเยอรมัน โดยเราเริ่มจากการเชื่อมพอกซึ่งแบ่งออกเป็น 3 แบบฝึก แล้วตามด้วยการเชื่อมเข้ามุมเป็นแบบฝึกที่ 2 ฉบับนี้เราจะคุยกันต่ออีก 3 แบบฝึก โดยเริ่มจากการฝึกเชื่อมแนวตั้ง

Know How to Action! Practical Electric Welding 2!
ความรู้สู่ปฏิบัติการ เริ่มฝึกเชื่อมไฟฟ้า 2
3. การฝึกเชื่อมแนวตั้ง
ผู้ที่จะยึดอาชีพช่างเชื่อม จะต้องได้รับการฝึกเชื่อมแนวตั้ง ทั้งการเชื่อมเข้ามุมใน/นอก และการเชื่อมต่อตะเข็บเป็นรูปตัว V โดยส่วนใหญ่จะเป็นการฝึกเชื่อมขึ้น คือ เชื่อมจากด้านล่างสู่ด้านบน
ถ้าเป็นตะเข็บหนาจะเชื่อมยึดไปก่อนหนึ่งแนว ในภาษาเยอรมัน เรียก Wurzelraupe (วัวร์เซลเราเพ) ซึ่งถ้าแปลเป็นไทยอาจบอกได้ว่าเป็นแนวราก จากนั้นจะเชื่อมซ้ำพอกแนวจนเต็มร่อง
ช่างเชื่อมจะเรียนรู้ว่า ในการเชื่อมขึ้นแนวตั้งนั้นจะต้องลดกระแสไฟให้น้อยลงกว่าการเชื่อมในแนวระนาบ ไม่ว่าจะเป็นการใช้ลวดเชื่อมชนิดใด ทั้งนี้ เพื่อไม่ให้อุณหภูมิในการหลอมละลายสูงเกินจนทให้น้ำเหล็กไหลลง
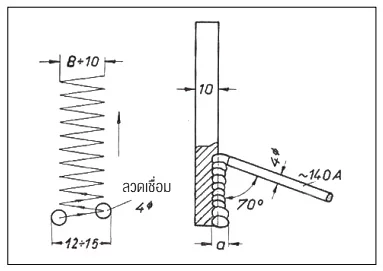
เริ่มแรกช่างเชื่อมต้องฝึกลากตะเข็บเชื่อมแนวตั้งบนแผ่นเหล็กหนา 10 มม. ดังรูปที่ 17 ก่อน ให้ได้แนวเชื่อมสักจำนวนหนึ่ง เพื่อให้เกิดความคุ้นเคยกับการเชื่อมแนวตั้ง การแกว่งลวดเชื่อมไปมาขณะสร้างแนวเชื่อมจะใช้เวลาประมาณ 1 วินาที โดยขณะเริ่มแนวอาจนานกว่าเล็กน้อย เพื่อให้น้ำแหล็กเป็นฐานแนวเชื่อมก่อนที่จะเกิดเกล็ดชั้นต่อๆ ไป เป็นตะเข็บในแนวตั้ง
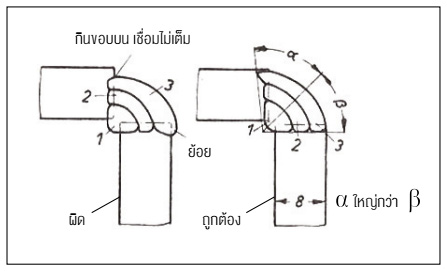
ลำดับต่อไป จะเริ่มฝึกเชื่อมเข้ามุมแนวตั้งให้ได้ตะเข็บเดียวหนาประมาณ a = 6 มม. ด้วยการส่ายลวดเชื่อมคล้ายๆ กับแบบฝึกการเชื่อมเข้ามุมแนวระนาบที่ผ่านมา (รูปที่ 13 ฉบับที่แล้ว: ความรู้สู่ปฏิบัติการ เริ่มฝึกเชื่อมไฟฟ้า) แต่คราวนี้ในแนวตั้ง ดังรูปที่ 18 โดยเริ่มจุดประกายอาร์กที่ 1 แล้วลากขึ้นไปที่ 2 และลากกลับลงมาที่ 3 ก่อนจะส่ายไป 4 และดันขึ้นไปที่ 5 ลากกลับมาที่ 6 ส่ายไป 7 แล้วดันขึ้นไปที่ 8 ฯลฯ จะให้ได้รอยตะเข็บเชื่อมแบน จะต้องส่ายลวดเชื่อมจาก 3 วาดโค้งเข้ามุมไปยัง 4 เช่นเดียวกันกับจาก 6-7 ฯลฯ
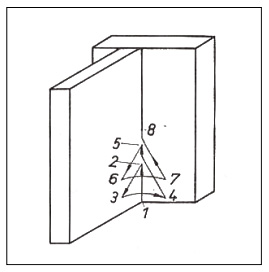
เพื่อให้ได้ตะเข็บเชื่อมเต็ม ไม่กินขอบเข้าไปในแผ่นเหล็กทั้งสองด้าน ต้องให้เวลาต่อการเกาะตัวของน้ำเหล็กที่จุด 3, 6 และ 4, 7 ก่อนจะส่าย หรือดันไปในจุดต่อไป ช่างเชื่อมต้องเรียนรู้กับการบังคับเปลวไฟขณะเชื่อมให้เป็นเปลวอุ่นนำรอยเชื่อม ขณะดำเนินการเชื่อม
4. การฝึกเชื่อมมุมนอก
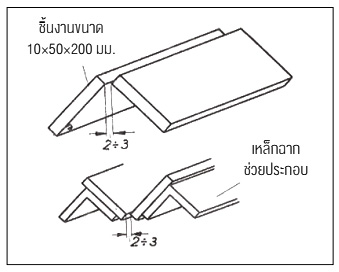
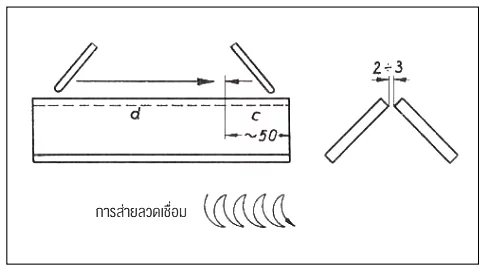
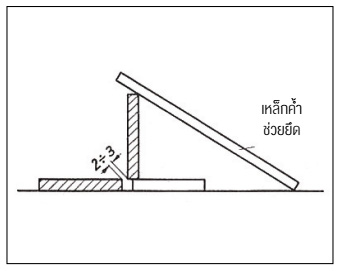
แผ่นชิ้นงานฝึกหนา 10 มม. กว้าง × ยาว ประมาณ 50 × 200 มม. จะถูกจัดยึดติดกันเป็นมุมฉาก ห่างกันประมาณ 2-3 มม. ดังรูปที่ 19 โดยใช้เหล็กฉากช่วยในการปฏิบัติงาน จากนั้นหมุนชิ้นงานให้อยู่ในท่าเชื่อมแล้วทำการฝึกเชื่อมด้วยลวดเชื่อมขนาด ø≈4 มม. ตั้งไฟประมาณ 160 A โดยเชื่อมเป็นสองขั้นตอน
ก) เชื่อมยึดด้วยการเอียงลวดเชื่อมดังรูปที่ 20 โดยเชื่อมตะเข็บ c” ก่อน แล้วหันมาเชื่อมตะเข็บ d” ด้วยการส่ายลวดเชื่อมดังรูป ดูให้น้ำเหล็กทะลุรอยต่อแผ่นเหล็กสม่ำเสมอเป็นรอยเชื่อมที่สวยงามแข็งแรงรอยเชื่อมต่อต้องไม่เป็นโพรงจากสแลคที่ทำความสะอาดไม่เรียบร้อย
ข) เชื่อมปิดแนว ดังรูปที่ 21 โดยเชื่อมยาวสร้างตะเข็บจากซ้ายไปขวา หากจำเป็นให้เชื่อมรอบที่ 3 อีกชั้นหนึ่งจนได้รอยต่อ ดังรูปที่ 21
5. การฝึกเชื่อมมุมนอกแนวระนาบ
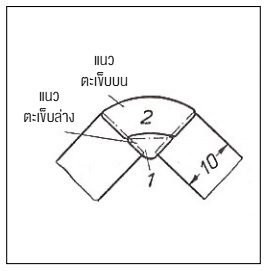
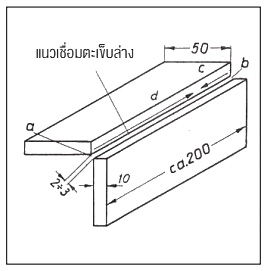
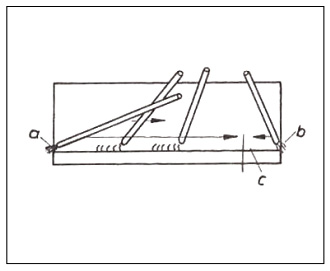
ใช้ลวดเชื่อมขนาด ø≈4 มม. ตั้งไฟประมาณ 160 A ตัดแผ่นเหล็กชิ้นงานขนาดประมาณ 10×50 × 200 มม. เชื่อยึดเป็นฉาก 90° ให้มีร่องห่างกันประมาณ 2-3 มม. ดังรูปที่ 22 แล้วจับงานคว่ำให้อยู่ในท่าดังรูปที่ 23 และทำการฝึกโดยแยกเป็น 3 ขั้นตอน คือ
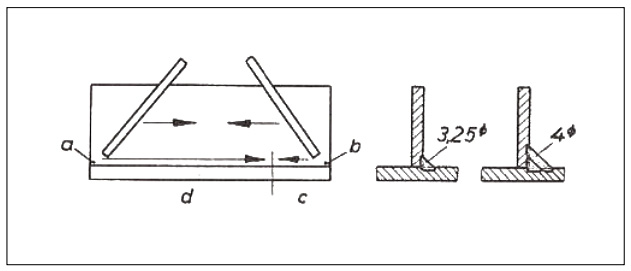
ก) เชื่อมยึดแนวเชื่อม c จากหัว b ขวามือมาทางซ้ายจนรู้สึกว่าเปลวไฟอาร์กตีกลับ จากนั้นเริ่มเชื่อมจากหัว a ซ้ายมือไปทางขวาจนแนวเชื่อมชนกัน เชื่อมให้ทะลุเกิดตะเข็บสม่ำเสมอด้านใต้ เพื่อไม่ให้ช่องห่างระหว่างแผ่นเหล็กทะลุมากเกินไป ผู้เชื่อมต้องส่ายปลายลวดเชื่อมกระตุ้น แต่หากตะเข็บด้านใต้ทะลุน้อยไป เช่น ประมาณเพียง 1 มม. ให้เพิ่มกระแสไฟเล็กน้อย แล้วค่อยลดลงเช่นเดิมเมื่อเชื่อมแนวปิดต่อไปโดยก่อนเชื่อมต้องเคาะสแลคออกให้หมดและขัดด้วยแปรงลวดให้สะอาด
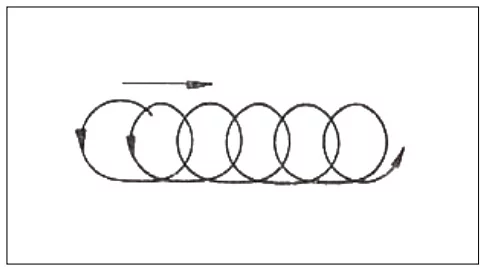
ข) เชื่อมปิดแนวแรก ให้ฝึกเชื่อมวนลวด ดังรูปที่ 24 จากซ้ายไปขวา
ค) เชื่อมปิดแนวบน ให้ฝึกเชื่อมวนลวดเช่นเดียวกับแนว ข. ผู้เชื่อมต้องฝึกวนลวดเชื่อมเพื่อดึงน้ำโลหะขึ้นปิดด้านบนของแนวเชื่อม ไม่ให้ย้อยลงด้านล่างของตะเข็บ ดังรูปที่ 25 จึงจะได้ตะเข็บเชื่อมบนสันฉากที่แข็งแรงและสวยงาม


หมายเหตุ เมื่อเชื่อมเสร็จและก่อนเชื่อมแต่ละแนวผู้เรียนจะต้องส่งชิ้นงานให้ผู้ฝึกตรวจความถูกต้องก่อนทุกครั้ง
6. การฝึกเชื่อมมุมในแนวราบของการชนเหล็กรูปด้วยลวดฟลักซ์หนา
การใช้ลวดเชื่อมที่มีฟลักซ์หนาให้ความรู้สึกต่อผู้เชื่อมที่ไม่ต้องกังวลกับความผันผวนของเปลวไฟอาร์ก เหมือนลวดเชื่อมฟลักซ์บางหรือลวดเชื่อมเปลือยและลวดเชื่อมสอดไส้ (Flux-Filled Wire) ฟลักซ์หนาที่หุ้มลวดเชื่อมไว้ราวกับท่อจะช่วยให้เนื้อวัสดุจากลวดเชื่อมละลายไหลรวมกับเนื้อชิ้นงานได้อย่างถูกต้อง โดยผู้เชื่อมเพียงเอียงลวดเชื่อมเล็กน้อย เพื่อให้เปลวไฟอาร์กช่วยส่งน้ำโลหะไปยังแนวเชื่อม และดันสแลคที่หลอมเหลวกลับมาเย็นตัวหลังแนวแทนการไหลแซงน้ำโลหะไปหน้าแนวเชื่อม การฝึกแบบฝึกหัดนี้จะแบ่งเป็น 3 ส่วน คือ
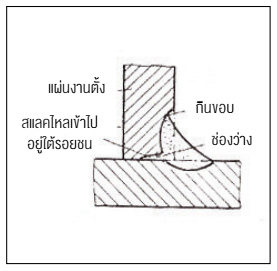
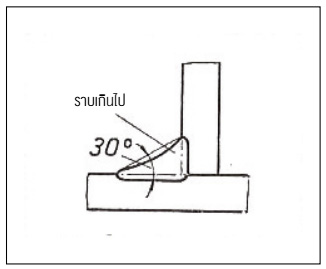
ก) ให้เชื่อมเข้ามุม ด้วยลวดเชื่อมฟลักซ์หนา ทำตะเข็บให้ได้ความหนา a≈4 มม. โดยใช้ลวดเชื่อมขนาดø≈3.25 มม. ตั้งไฟประมาณ 150 A เชื่อมยึดที่ a และ b ของชิ้นงานก่อน แล้วเชื่อมตะเข็บ c จากซ้ายไปขวา ดังรูปที่ 27 รวดเดียวให้ได้ตะเข็บหนา a≈4 มม. ขณะเชื่อมจากซ้ายต้องเอียงลวดไปทางขวา เพื่อไม่ให้น้ำสแลควิ่งออกหน้า ในขณะเดียวกันก็เอียงแบ่งมุมฉากประมาณครึ่งหนึ่ง ดังรูปที่ 26 แล้วลากยาวไปโดยไม่ต้องส่ายลวด จนตะเข็บต่อเข้ากับตะเข็บ c ที่เชื่อมไว้ก่อนหน้า ขณะเชื่อมต้องระวังไม่ให้ไฟอาร์กกินขอบลึก หรือมีสแลคซ่อนอยู่ใต้รอยเชื่อม ดังรูปที่ 28 เพราะจะทำให้เป็นจุดอ่อนของรอยเชื่อม ครูฝึกจะตรวจดูรอยเชื่อมและหักดูด้านใน
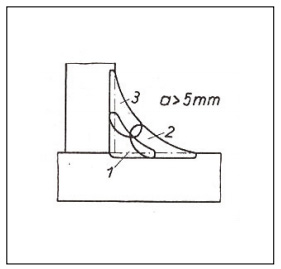
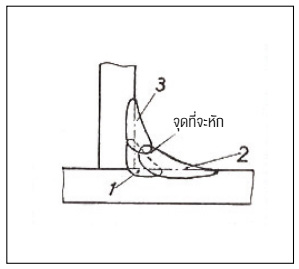
ข) เมื่อฝึกเชื่อมแบบ ก. ได้ดีแล้ว ให้ฝึกเชื่อมพอกตะเข็บ โดยเชื่อมตะเข็บแรกเหมือนแบบฝึก ก. ใช้ลวดเชื่อมขนาดเดิมตั้งไฟประมาณ 50A/มม.ø เคาะสแลคทำความสะอาดรอยเชื่อมให้เรียบร้อยก่อนลงมือเชื่อมพอกโดยใช้ลวดเชื่อมขนาดø≈4 มม. ตั้งไฟประมาณ 40A/มม.ø เชื่อมพอกตะเข็บที่ 2 และ 3 ดังรูปที่ 29 โดยไม่ต้องส่ายลวดเชื่อมลากยาวจากซ้ายไปขวาทั้งสองตะเข็บ ให้ได้ตะเข็บเชื่อมเข้ามุมที่มีความหนา a > 5 มม. ความผิดพลาดในการเชื่อม ดังรูปที่ 30 และ 31 อาจเอื้อให้เกิดการหักในตะเข็บได้ ผู้ฝึกเชื่อมจะเรียนรู้ว่าเฉพาะการเชื่อมตะเข็บแรกในมุมเท่านั้นที่สามารถจี้ลวดเชื่อมฟลักซ์หนาเข้าชิดได้ ดังรูปที่ 32 ตะเข็บ 2 และ 3 ในการเชื่อมพอก เขาจะต้องประคองลวดเชื่อมให้มีระยะห่างออกมาจากตะเข็บแรกประมาณ 2 มม. ดังรูปที่ 33 เพื่อไม่ให้สแลคเหลวไหลคลุมอยู่ที่ปลายลวดเชื่อมแล้วไหลน้ำรอยเชื่อมออกไปก่อน
ค) ฝึกเชื่อมพอกเข้ามุมด้วยลวดเชื่อมชนิดฟลักซ์หนาปานกลาง เป็นแบบฝึกเรียนรู้พิเศษ ซึ่งผู้ฝึกเชื่อมจะรู้จักความแตกต่างของพฤติกรรมเปลวอาร์ก การฝึกเริ่มด้วยการเชื่อมยึดเหล็กเป็นรูปตัวทีคว่ำ ที่จุด a และ b ด้วยลวดเชื่อมขนาด ø3.25 มม. ตั้งไฟฟ้าประมาณ 45-50 A/มม.ø จากนั้นเชื่อมตะเข็บ c จากขวาไปซ้าย เคาะสแลคออกและขัดทำความสะอาดด้วยแปรงลวดให้เรียบร้อย แล้วเชื่อมตะเข็บ d โดยลากยาวจาก a จนตะเข็บ d ต่อกับ c ผู้ฝึกจะได้ความรู้สึกว่าน้ำโลหะไหลหน่วงกว่าการเชื่อมด้วยลวดเชื่อมฟลักซ์หนาในแบบฝึกที่ผ่านมา
การเชื่อมพอกตะเข็บ ใช้ลวดเชื่อมขนาดø4 มม. ตั้งไฟ ประมาณ 45-50 A/มม.ø ทำตะเข็บทับตะเข็บแรกจากซ้ายไปขวาด้วยการส่ายวนลวดเชื่อม ดังรูปที่ 35


เนื่องจากขาตัว T มักจะไม่ราบกระชับบนแผ่นเหล็กหัวตัว T เสมอ จึงมักจะมีปัญหาที่มีสแลคแทรกเข้าไปอยู่ใต้แผ่นเหล็กหัวตัว T ดังรูปที่ 28 ทำให้เป็นจุดอ่อนของรอยเชื่อมยึดตั้งแต่ตะเข็บแรก
ในเรื่องของการฝึกพื้นฐานให้ได้ช่างเชื่อมที่มีมาตรฐาน สร้างผลงานที่มีคุณภาพ ปลอดภัยต่อผู้ใช้เบาใจกว่าผู้ว่าจ้าง ต้องลงทุนมาก และตัวช่างเองก็ต้องหมั่นทบทวน ซึ่งหากช่างผ่านการฝึกพื้นฐานมาดี จะทำให้สามารถต่อยอดฝีมือกับการเชื่อมวิธีอื่นๆ ได้ง่ายและลดค่าใช้จ่ายในการฝึกไปด้วย ยังคงมีแบบฝึกเชื่อมชนเรื่องตัว V เชื่อมร่อง V และการเชื่อมเหนือศีรษะ ที่เราจะนำมาคุยกันในฉบับหน้านะครับ
EXECUTIVE SUMMARY
To start practice electric welding as German style, welding mask is the first step and then welding joint is the second. The practice should begins with vertical welding or horizontal welding for invert T iron with hard flux. It’s better to develop welder skill with standard to make the better quality of work for user while the welder must reviews their knowledge usually. Also, the welder that got through good practical training could extend the skill for other from of welding technic and reduce cost of training.
บทความที่เกี่ยวข้อง
Source:
- Hans J. Fahrenwaldt / Volkmar Schuler : “Praxiswissen Schweisstechnik” 4.Aufl.2011Viewey & Teubner Verlg, Germany www.ewm.de : “Die EWM E-Hand-Fibel”
- Schulungsunterlage Fronius Technology Center : “Elektroden – Schweissen”
- มอก. 49 – 2556 : “ลวดเชื่อมไฟฟ้ามีสารพอกหุ้มใช้เชื่อมเหล็กกล้าไม่เจือและ เกรนละเอียดด้วยการเชื่อมอ๊าร์คโลหะด้วยมือ”
- Prof. Dr.-ing.Knuth – Michael Honkel Universitase Rostock : “Vorlesung Schweissmetallurgie” 2015
- www.voestlpine.com/welding : “Schweisspositionen nach EN ISO 6947W”
- www.wikipedia.de :
- “Schweissstromquelle”
- “Gleichrichter”
- “Leerlufspannung”
- www.semikron.com/de/applikationen/…
- “Schueissstrom fuer Lichtbogenschweissen”
- Karl-Heinz Rellensmann: “Fachgerechtes Lichbogenschweissen” Verl.Handwerk und Technik 1963