หลังจากเราได้ผ่านการเรียนรู้ และทำความรู้จักกับชนิดของลวดเชื่อม เครื่องเชื่อม และอันตรายอันอาจเกิดขึ้นจากการปฏิบัติงานเชื่อมแล้ว มาทำความรู้จักกันว่า การฝึกฝีมือนั้นควรจะเริ่มอย่างไร
Know How to Action! Electric Welding Practice!
ความรู้สู่ปฏิบัติการ เริ่มฝึกเชื่อมไฟฟ้า
1. การเชื่อมพอก
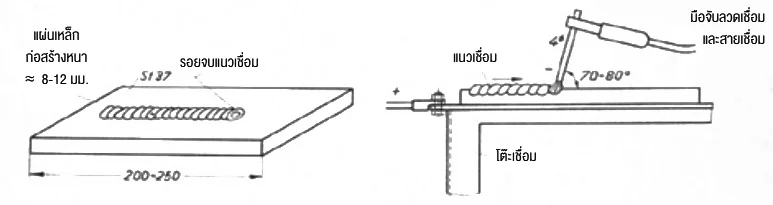
เตรียมชิ้นงานจากเหล็กแผ่น ซึ่งมีคุณสมบัติเป็นเหล็กก่อสร้างธรรมดา (เหล็ก S235JR+AR ตาม EN10025 – 2:2004 -10 ซึ่งก็คือเหล็ก St.37-2 ที่รู้จักกันสมัยก่อน) หนาประมาณ 8 – 12 มม. ขนาด กว้าง × ยาว ประมาณ 200 – 250 มม.
ทำความสะอาดแผ่นเหล็กชิ้นงานและโต๊ะเชื่อมให้ปราศจากสนิม สี สิ่งสกปรก ร่องรอยเกรียมไหม้ คราบไขมันและน้ำมัน ทั้งนี้ เพื่อให้ชิ้นงานได้วางแนบสนิทกับโต๊ะ และให้กระแสไฟฟ้าไหลผ่านได้สะดวก ซึ่งจะส่งผลดีต่อการอาร์กของลวดเชื่อมด้วย
 แบบฝึกหัดแรก
แบบฝึกหัดแรก
การฝึกพื้นฐานเบื้องต้น คือ การเริ่มฝึกเขี่ยไฟอาร์ก ด้วยลวดเชื่อมขนาด ø ≈ 4 มม. โดยตั้งไฟประมาณ 40A ต่อ 1 มม. ø ซึ่งกรณีนี้ก็จะตั้งไฟที่เครื่องเชื่อม ≈ 160A ให้ผู้ฝึกนั่งหน้าโต๊ะเชื่อม ในระยะสบายๆ พาดสายเชื่อมบนบ่า เพื่อผ่อนน้ำหนักที่มือเชื่อม ค่อยๆ จรดปลายลวดเชื่อมลงบนชิ้นงาน ในระยะห่างประมาณ 10 – 20 มม. พร้อมเตรียมป้องหน้ากากเชื่อมชิดหน้าเพื่อเตรียมปิด ในขณะที่ลวดเชื่อมเข้าใกล้ชิ้นงานและถูกเคาะเบาๆ ตรงตำแหน่งที่ต้องการจะเชื่อมจนเกิดประกายไฟอาร์กขึ้น ซึ่งสามารถมองผ่านกระจกดำบนหน้ากากเชื่อมให้เห็นได้ว่า การหลอมของลวดเชื่อมเป็นไปถูกต้องตรงตำแหน่งของลวดเชื่อมหรือไม่ เริ่มฝึกครั้งแรกยังไม่ต้องกังวลกับการส่ายลวดเชื่อม เพียงแค่พยายามประคองให้เกิดประกายไฟอาร์กต่อเนื่อง และสร้างรอยเชื่อมเป็นแนวตรง ขนาดกว้างประมาณ 6 มม. ไปด้วย
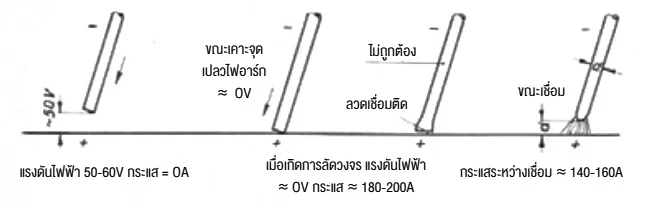
เนื่องจากระยะห่างที่เหมาะสมที่จะให้เกิดการอาร์กหลอมละลายทั้งลวดเชื่อมและชิ้นงานเข้าด้วยกัน คือ ระยะประมาณเท่ากับขนาดเส้นผ่านศูนย์กลางของลวด แต่การหลอมละลายของลวดก็ทำให้ลวดเชื่อมสั้นลงทุกขณะ ดังนั้นจึงเป็นการยากที่จะทำให้ได้ดี สำหรับผู้ฝึกใหม่หรือผู้ที่ฝึกน้อยและผู้ที่ห่างเหินจากงานเชื่อมไปนาน บ่อยครั้งที่จะเกิดการลัดวงจรทำให้ไม่เกิดการอาร์ก ผู้ฝึกจึงต้องคอยเปิด-ปิดหน้ากาก บางครั้งลวดติดกับแผ่นชิ้นงานดึงไม่ออก จนลวดเชื่อมไหม้แดงเสียไปทั้งเส้นก็มี ต้องบีบง้างคีมจับลวดเชื่อมให้หลุด แล้วใช้ค้อนเคาะสแลกด้านปากแบนสกัดลวดออกจากชิ้นงาน ปล่อยให้เย็นลงแล้วคีบใหม่เพื่อฝึกเชื่อมต่อไป
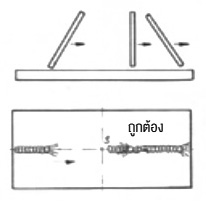
รูปที่ 1 แสดงถึงแนวฝึกเชื่อมเบื้องต้นจากการรักษาระยะห่าง ควบคุมไฟอาร์กแล้วลากไปเป็นแนวตรงๆ โดยไม่ต้องส่าย
รูปที่ 2 แสดงถึงขั้นตอนการเริ่มเชื่อม ซึ่งผู้ฝึกจะค่อยๆ ลดระยะห่างระหว่างลวดเชื่อมกับตำแหน่งที่จะเชื่อมบนชิ้นงานลงและเคาะลวดเชื่อมลงบนผิวงานเบาๆ เพื่อให้เกิดประกายไฟอาร์ก ซึ่งอาจเกิดการช็อตจนลวดเชื่อมติดกับชิ้นงานหรือเกิดประกายไฟอาร์กก็ได้
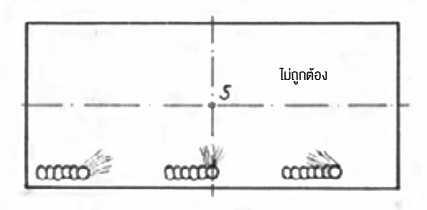
การเริ่มฝึกเบื้องต้นไม่ควรให้ผู้ฝึกเริ่มที่ขอบแผ่นชิ้นงาน ดังรูปที่ 3 ทั้งนี้ เพื่อหลีกเลี่ยงปัญหาสองประการ ซึ่งผู้ฝึกใหม่ยังไม่คุ้นชิน ประการแรกที่เกิดขึ้นขณะเชื่อมขอบแผ่น คือ การคลายความร้อนที่ขอบแผ่นเป็นไปไม่สม่ำเสมอระหว่างสองฟากของรอยเชื่อม ซึ่งอาจทำให้น้ำเหล็กจากการหลอมละลายไหลออกนอกแนวมาทางขอบแผ่น ซึ่งร้อนกว่าขอบด้านในของแผ่นได้ ผู้ฝึกใหม่ควรคุ้นชินกับการฝึกสร้างเปลวไฟอาร์กและควบคุมการป้อนลวดเชื่อมอย่างต่อเนื่องบนแผ่นเหล็กเย็นก่อน ประการที่สอง คือ ประกายไฟอาร์กที่เกิดขึ้นจะเบนทิศทางเข้าสู่จุดศูนย์ถ่วงของแผ่นชิ้นงาน กรณีนี้ คือ กลางแผ่น ขณะฝึกเชื่อมผู้ฝึกใหม่จะได้ความรู้สึกว่าเปลวไฟอาร์กตีกลับเมื่อเขาลากแนวเชื่อมยาวผ่านกึ่งกลางแผ่นชิ้นงานจนต้องบิดมือเพื่อปรับมุมลวดเชื่อม ดังรูปที่ 4
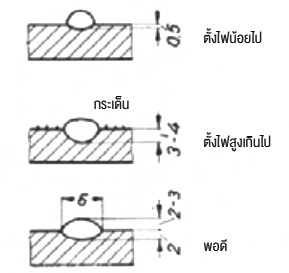
รูปที่ 5 แสดงให้เห็นถึงภาพตัดผ่านรอยเชื่อมว่าการตั้งไฟอ่อนไป/แก่ไป และพอดีนั้นจะมีผลต่อการเชื่อมต่ออย่างไร
พฤติกรรมของเปลวไฟอาร์กที่เหมาะสมกับการเชื่อม คือ เปลวไฟอุ่นนำแนวเชื่อม ซึ่งจะช่วยเอื้อให้ผู้เชื่อมสามารถเชื่อมได้เป็นแนวตรง การหลอมละลายเป็นไปด้วยดี ในขณะที่รอยเชื่อมแข็งตัวได้เร็ว แต่น่าเสียดายที่มันไม่เป็นเช่นนั้นเสมอไป ช่างเชื่อมบางคนแก้ปัญหาด้วยการกลับทิศทางรอยเชื่อม ดังรูปที่ 6

หรือเราอาจแก้ปัญหาด้วยการปรับเลื่อนตำแหน่งสายดินที่เป็นขั้วบวกของกรณีเครื่องเชื่อมกระแสตรงได้เหมือนกันซึ่งกรณีนี้จะง่าย ถ้าเราใช้แม่เหล็กเป็นตัวยืดสายดิน แทนการใช้แคล้มหนีบหรือขันสกรู
 แบบฝึกแรกดังกล่าวจะช่วยให้ผู้ฝึกได้เรียนรู้ ดังนี้
แบบฝึกแรกดังกล่าวจะช่วยให้ผู้ฝึกได้เรียนรู้ ดังนี้
- เขาสามารถบังคับทิศทางของเปลวไฟอาร์กได้ด้วยการเอียงลวดเชื่อม
- เปลวไฟอาร์กจะหันทิศทางไปทางมวลส่วนใหญ่ของวัสดุ/มันเบนทิศทางไปยังจุดศูนย์ถ่วงของชิ้นงาน
- เปลวไฟอาร์กไปทางใด ความร้อนจะไปทางนั้น
แบบฝึกเชื่อมไฟฟ้าขั้นที่สอง
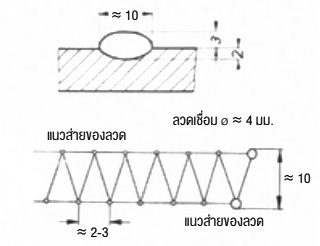
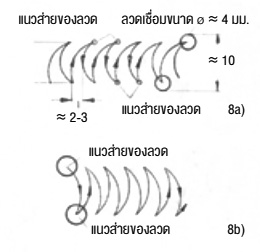
เป็นการฝึกสร้างรอยเชื่อมในแนวราบให้ได้ รอยกว้างประมาณ 10 มม. โดยใช้ลวดเชื่อมขนาด ø ≈ 4 มม. เพื่อให้ได้รอยเชื่อมกว้างดังกล่าว ผู้ฝึกต้องฝึกประคองมือส่ายลวดเชื่อม ดังรูปที่ 7 อย่างสม่ำเสมอ ควรให้มีการฝึกกับลวดเชื่อมหลากหลายชนิด อาทิ ลวดเชื่อมไม่หุ้มฟลักซ์ ลวดเชื่อมฟลักซ์บาง/ฟลักซ์หนา ให้ผู้ฝึกได้มีโอกาสสังเกตการหลอมไหลเข้าด้วยกันของน้ำโลหะ ซึ่งจำเป็นต้องมีการปรับวิธีการประคองสายลวดเชื่อม เพื่อให้ได้รอยเชื่อมกว้างตามต้องการเป็นแนวตรงและสวยงาม เช่น อาจต้องส่ายดังรูป 8a สำหรับลวดเชื่อมไม่หุ้มฟลักซ์ และรูป 8 สำหรับการเชื่อมด้วยลวดเชื่อมฟลักซ์หนา ผู้ฝึกต้องฝึกเชื่อมให้ได้รอยเชื่อมเต็มพอดีไม่กินขอบเป็นหลุมลึก
ขั้นที่ 3 ของการฝึกเชื่อมพอก

การสร้างแนวเชื่อมต่อเนื่องเรียงแถวกันไปบนแผ่นชิ้นงานดังรูปที่ 9 การเชื่อมพอกที่ถูกต้องนั้น รอยเชื่อมต้องเกยกันไป ประมาณครึ่งรอย ทั้งนี้เพื่อไม่ให้เกิดช่องว่างรอยต่อแนวเชื่อม ภายหลังจากการปรับผิวงานให้เรียบด้วยการกัด ไส หรือกลึง การจะเชื่อมพอกให้แนวเชื่อมเกยกัน ผู้ฝึกจะต้องเอียงลวดเชื่อมในแนวถัดไป ดังรูปที่ 10 ก่อนการเชื่อมแนวใหม่ ต้องขัดทำความสะอาดรอยเชื่อมเก่าด้วยแปรงลวดให้สะอาดเคาะสแลกด้วยค้อนออกให้หมดก่อนขัด เพื่อไม่ให้เกิดโพรงใต้รอยเชื่อม เช่นเดียวกันเมื่อต้องต่อแนวเชื่อม

ผู้ฝึกจะถูกฝึกเชื่อมในท่านี้อยู่นานจนกว่าจะจับจุดแก้ไขฝีมือตนเองได้ถูกต้อง เป็นที่พอใจของครูฝึกจึงจะเปลี่ยนท่าเชื่อมต่อไปเป็นการฝึกเชื่อมเข้ามุม
2. การเชื่อมเข้ามุม
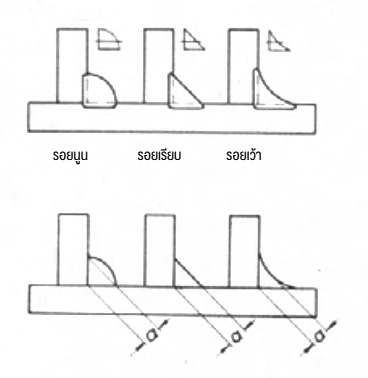
แบบฝึกหัดเชื่อมแบบที่สอง เป็นการฝึกเชื่อมเข้ามุมในแนวระนาบ โดยเริ่มฝึกจากการเชื่อมเข้ามุมแนวเดียวและซ้อนแนวด้วยลวดเชื่อมขนาด ø ≈ 4 มม. รูปที่ 11 แสดงถึงรูปแบบต่างๆ ของรอยเชื่อมเข้ามุม โดยให้มีความหนา a ≈ 4 มม. โดยไม่ต้องส่ายลวดเชื่อม รอยเชื่อมเข้ามุมที่หนากว่า a > 4 มม. จำเป็นต้องมีการเชื่อมซ้อนแนว ดังรูปที่ 12 ซึ่งจะ อาศัยการส่ายลวดเชื่อม ดังรูปที่ 13 ฝึกเชื่อมจากซ้ายไปขวาและขวาไปซ้าย
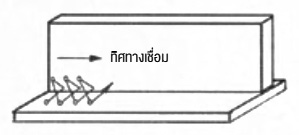
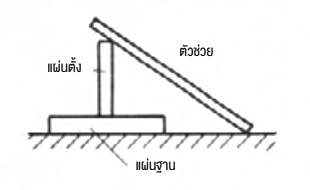
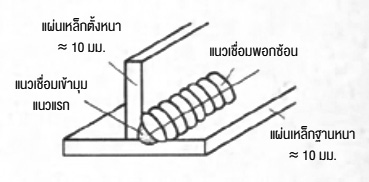
ใช้เหล็กแผ่นก่อสร้างเป็นชิ้นงาน ฝึกโดยค้ำยึดให้แผ่นเหล็กตั้งฉากด้วยแท่งเหล็ก ดังรูปที่ 14 แล้วติ๊กเชื่อมจุดเพื่อยึดแผ่นเหล็กเข้าด้วยกันที่ปลายทั้งสองข้างของแผ่น (จุด a และ b) ดังรูปที่ 15 เริ่มฝึกด้วยการใช้แผ่นเหล็กพื้นที่ยาวกว่าแผ่นเหล็กตั้งเล็กน้อย เพื่อให้สะดวกในการเชื่อมจุดยึดแผ่น (จากอำนาจที่มีต่อเปลวไฟอาร์ก) และผู้ฝึกเกิดความมั่นใจในการจบรอยเชื่อมได้สวยกว่า ต่อจากนั้นจึงฝึกใช้แผ่นเหล็กที่ยาวเท่ากัน การเริ่มฝึกให้เขี่ยลวดเชื่อม เริ่มอาร์กจากมุมขวามือแล้วสร้างแนวเชื่อม ‘C’ ตามรูปที่ 15 ไปทางซ้าย จนถึงจุดที่รู้สึกว่าเปลวไฟอาร์กตีกลับจึงหยุด
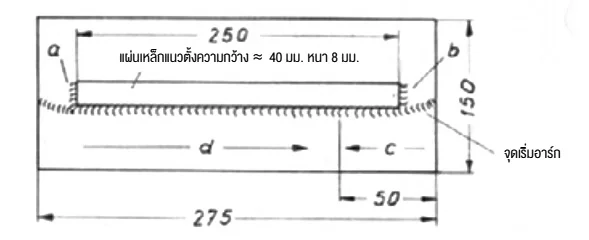
ทั้งนี้ เพื่อให้สังเกตเปลวไฟอาร์กอุ่นนำรอยเชื่อม จากนั้นเริ่มเช่นเดียวกันจากปลายด้าน a เป็นแนวเชื่อม d ให้ฝึกการต่อรอยเชื่อมให้คุ้นชิน โดยผู้ฝึกต้องฝึกสังเกตผลที่เกิดจากอำนาจสนามแม่เหล็กที่เกิดขึ้นซึ่งจะเบี่ยงเบนเปลวไฟอาร์กไป หากเป็นเช่นนั้นช่วงรอยต่อแนวเชื่อม อาจจะต้องเขี่ยย้อนลวดเชื่อมไปบนแนวเชื่อมเดิมก่อนจะเชื่อมต่อแนวต่อไป โดยต้องให้รอยต่อนั้นต่อกันได้สวยงาม ไม่มีโพรงหรือสแลกซ่อนอยู่ในรอยต่อ ซึ่งจะทำให้รอยเชื่อมไม่แข็งแรง สมัยที่ผู้เขียนฝึกอยู่นั้นต้องใช้เวลานาน สิ้นเปลืองวัสดุและไฟฟ้ามาก เชื่อมเสร็จดูแนวแล้วไปหักดูข้างในและเจียรให้เรียบ แล้วนำมาฝึกต่อ

รูปที่ 16 และ 17 แสดงให้เห็นวิธีการวิเคราะห์รอยเชื่อมเข้ามุมที่ได้รับ เมื่อฝึกจนได้ผลงานดีตลอดจึงค่อยเปลี่ยนท่าฝึกต่อไป ฉบับหน้าเตรียมอ่านการเชื่อมแนวตั้งนะครับ… สวัสดี
EXECUTIVE SUMMARY
Starting Arc Welding training should begin with basic Fillet Welding which is to start with the scratch method training to initiate the arc spark and check the melt of welding rod whether it is set in the correct position of welding rod. At the beginning of training session, trainee should not start on the edge of work piece to avoid 2 incurred problems as uneven exotherms at the edge of work piece between both sides of the weld and incurred arc spark deviating toward the center of gravity of work piece.
Then, start fillet weld training by using construction metal sheet as the work piece and trying to hold the metal sheet upright with the metal piece before proceeding with spotted weld to piece the metal sheets up together at the tip of both work pieces.
บทความที่เกี่ยวข้อง
Source:
- Hans J. Fahrenwaldt / Volkmar Schuler : “Praxiswissen Schweisstechnik” 4.Aufl.2011Viewey & Teubner Verlg, Germany www.ewm.de : “Die EWM E-Hand-Fibel”
- Schulungsunterlage Fronius Technology Center : “Elektroden – Schweissen”
- มอก. 49 – 2556 : “ลวดเชื่อมไฟฟ้ามีสารพอกหุ้มใช้เชื่อมเหล็กกล้าไม่เจือและเกรนละเอียดด้วยการเชื่อมอ๊าร์คโลหะด้วยมือ”
- Prof. Dr.-ing.Knuth – Michael Honkel Universitase Rostock : “Vorlesung Schweissmetallurgie” 2015
- www.voestlpine.com/welding : “Schweisspositionen nach EN ISO 6947W”
- www.wikipedia.de :
- “Schweissstromquelle”
- “Gleichrichter”
- “Leerlufspannung”
- www.semikron.com/de/applikationen/…
- “Schueissstrom fuer Lichtbogenschweissen”
- Karl-Heinz Rellensmann: “Fachgerechtes Lichbogenschweissen” Verl.Handwerk und Technik 1963